ПРОЕКТИРОВАНИЕ, ИЗГОТОВЛЕНИЕ И МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
АО «ЦНИИМ» специализируется на проектировании, изготовлении и поставке гальванических установок для процессов хромирования и размерного электрохимического травления, разработанных и изготовленных под задачи Заказчика.
Для решения задач применяются технологии:
1. Хромирование методом вращения с неполным погружением
Технология позволяет наносить покрытие на крупногабаритные детали, имеющие ось вращения (валы, штока, барабаны). Особенностями технологии является:
Особенность
Преимущества
Горизонтальное расположение детали
— уменьшенные затраты на строительство;
— возможность локального повышения слоя;
— оперативное изменение размеров гальванической ванны от 1 метра до 15;
— неравномерность покрытия по длине детали не более 5 % от толщины покрытия.
Неполное погружение детали
— уменьшенные мощности источников тока, шинопроводов, емкостного оборудования;
— оперативное вмешательство в процесс хромирования при обнаружении шелушения, непокрытых поверхностей.
Вращение детали
— равномерная толщина покрытия в поперечном разрезе;
— отсутствие эллипсности на покрытии.
Проток электролита
— уменьшенные микротрещины в покрытии;
— увеличенная скорость отложения хрома без ухудшения качества покрытия
(до 2,5 мкм\мин.)
2. Катодно-механическое хромирование
Технология является дополнением к технологии хромирования методом вращения с неполным погружением, однако выделено в отдельное направление из-за получаемых уникальных физико-механических свойств покрытия, а именно:
— покрытия осаждаются с внутренними напряжениями сжатия вместо напряжений растяжения, как у штатного хромирования;
— шероховатость поверхности покрытия после процесса может достигать значения 0,02 мкм при изначальной шероховатости поверхности детали 1,6 мкм.
— толщина покрытия может достигать 1 мм без промежуточного шлифования;
— структура хромового покрытия отличается мелкозернистостью и многослойностью.
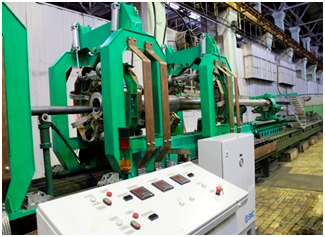
Комплект технологического оборудования для нанесения гальванического покрытия, разработанный АО «ЦНИИМ», внедренный в производство на машиностроительном предприятии
ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМИРОВАНИЯ ПАЗОВ И СЛОЖНЫХ ПРОФИЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ
АО «ЦНИИМ» специализируется на проектировании, изготовлении и поставке оборудования для электрохимического формирования пазов и сложных профилей на внутренней поверхности труб (ЭХО), разработанных и изготовленных под задачи Заказчика.
Габариты обрабатываемых деталей:
• наружный диаметр до 400 мм, внутренний диаметр до 200 мм;
• длина детали до 8500 мм;
• масса детали до 4000 кг.
Электротехнические параметры:
• максимальная сила тока 13500 А;
• максимальное напряжение 36 В.
Технологические возможности оборудования:
• съем металла за один проход, максимум 5 мм;
• шероховатость после обработки (при начальной 1.6 мкм) 0.2 мкм;
• точность обработки 0.05 мм;
• время обработки (длина 6 метров, см. рис. выше) 6 часов;
• отсутствие расходных материалов (сверл, резцов, кругов);
• отсутствие забоин, царапин на обрабатываемой поверхности;
• электролит хлорид натрия (NaCl).
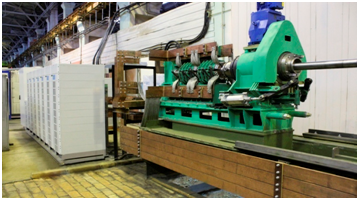
Комплект технологического оборудования для электрохимического формирования пазов на внутренней поверхности труб, разработанный АО «ЦНИИМ», внедренный в производство на машиностроительном предприятии